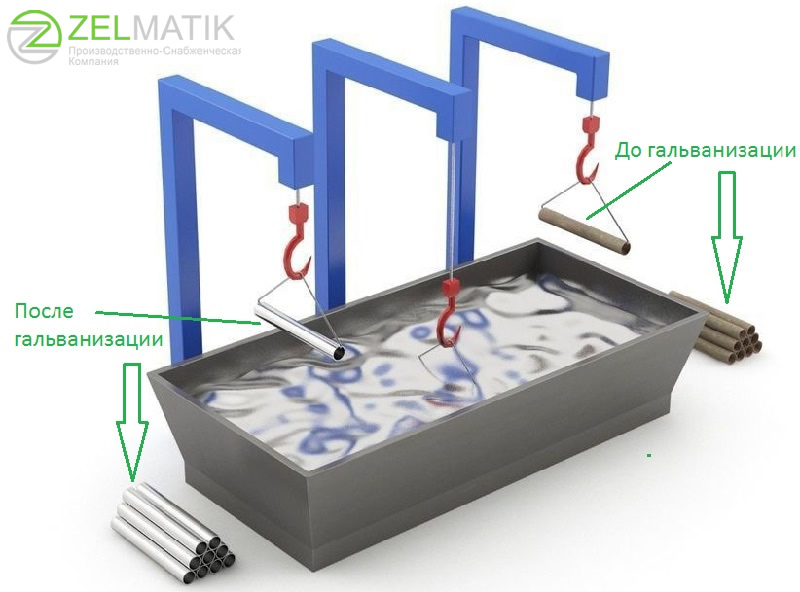
Схематичное изображение нанесения гальваники
Гальванические покрытия наносят с помощью гальванизации — это метод нанесения одного металла на какой-либо другой путём электролиза. Гальванизируют поверхности в декоративных целях (например, посеребрение). В промышленности же гальванизацию применяют для укрепления металлической поверхности изделий и защиты их от воздействия внешней среды, например от коррозии; обычно гальванизируют цинком (оцинковка), медью, хромом, никелем.


| Для защиты от коррозии | Для декоративных целей |
|---|---|
| В производственных целях гальванические покрытия чаще всего используются для защиты поверхностей металла от коррозии. | Для получения красивого эстетического вида также можно использовать гальванические покрытия. |
Ниже представлены несколько примеров изделий, на которые можно нанести гальваническое покрытие. В производственных целях мы можем нанести защитное покрытие практически на любые детали, которые поместятся в наши ванны по габаритам. Исключениями могут являться изделия со скрытыми полостями.







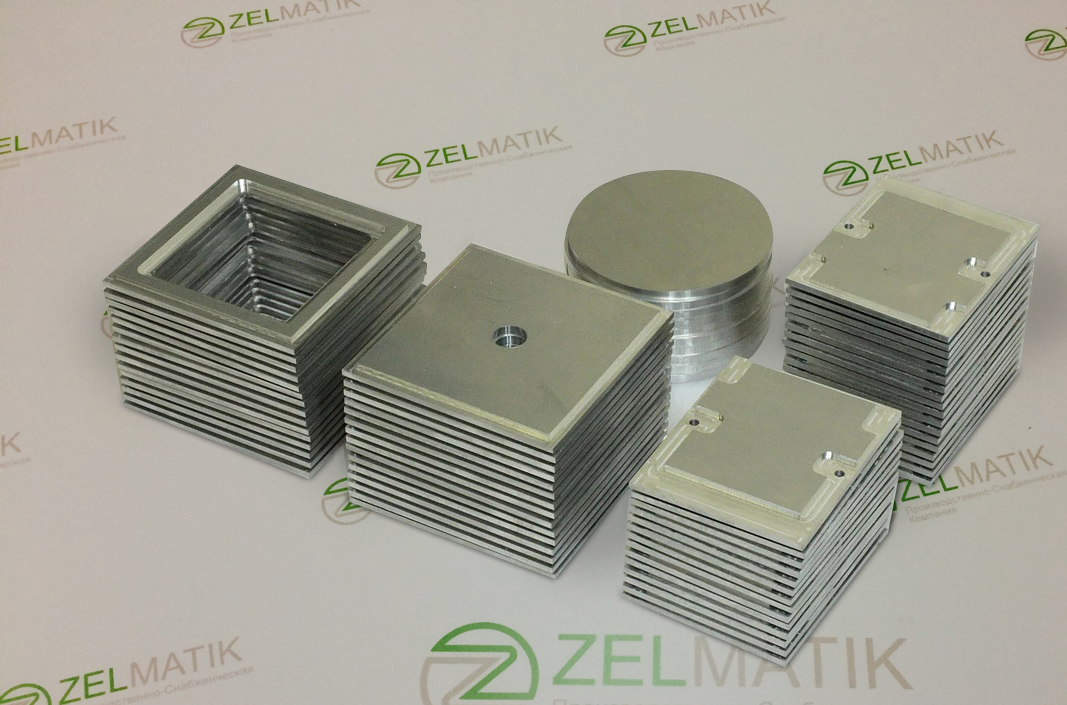

Кликнув на интересующее Вас покрытие вы можете узнать более подробную информацию.
| Никелирование - Н | |
|---|---|
| Обозначение покрытия | Н, Н.б., Хим.Н.тв, Хим.Н, Н.м.ч. |
| Обрабатываемые стали | любые, в том числе алюминиевые и титановые сплавы |
| Максимальные габариты изделий: | 300х300х250 мм. |
| Максимальная масса | до 50 кг. |
| Нанесение покрытий | на простые и сложные изделия |
| Меднение - М | |
|---|---|
| Обозначение покрытия | М, М.б |
| Обрабатываемые стали | любые, в том числе алюминиевые и титановые сплавы |
| Максимальные габариты изделий: | 300х300х250 мм. |
| Максимальная масса | до 50 кг |
| Нанесение покрытий | на простые и сложные изделия |
| Цинкование - Ц | |
|---|---|
| Обозначение покрытия | Ц, Ц.хр.б, Ц.хр.бцв, Ц.хр, Ц.хр.хаки, Ц.хр.ч, Ц.фос.гфж |
| Обрабатываемые стали | углеродистые и нержавеющие стали, медные сплавы |
| Максимальные габариты изделий: | 300х300х250 мм |
| Максимальная масса | до 50 кг |
| Нанесение покрытий | на простые и сложные изделия |
| Олово-висмут - О-Ви | |
|---|---|
| Обозначение покрытия | Хим.Пас |
| Обрабатываемые стали | любые, в том числе алюминиевые и титановые сплавы |
| Максимальные габариты изделий: | до 300х300х250 мм. |
| Максимальная масса | до 50 кг. |
| Нанесение покрытий | на простые и сложные изделия |
| Оксидирование алюминия и титана | |
|---|---|
| Обозначение покрытия | Ан.Окс, Ан.Окс.нхр, Ан.Окс.нв, Ан.Окс.ч, Ан.Окс.эиз, Ан.Окс.тв, Ан.Окс.эмт, Ан.Окс.тв |
| Обрабатываемые стали | алюминиевые и титановые сплавы |
| Максимальные габариты изделий: | 600х300х350 мм |
| Максимальная масса | до 50 кг. |
| Нанесение покрытий | на простые и сложные изделия |
| Химическое оксидирование алюминия | |
|---|---|
| Обозначение покрытия | Хим.Окс.э |
| Обрабатываемые стали | алюминиевые сплавы |
| Максимальные габариты изделий: | 600х300х350 мм. |
| Максимальная масса | до 50 кг. |
| Нанесение покрытий | на простые и сложные изделия |
| Травление (пассивация) нержавейки | |
|---|---|
| Обозначение покрытия | Хим.Пас |
| Обрабатываемые стали | 10ХН1810Т, 12ХН1810Т, 40Х13, AISI 302, AISI 304 |
| Максимальные габариты изделий: | 300х300х250 мм |
| Максимальная масса | до 50 кг. |
| Нанесение покрытий | на простые и сложные изделия |
Ниже представлены металлы и сплавы на которые можно нанести гальваническое покрытие, но важно понимать, что не на любой метал можно нанести конкретное покрытие.






Минимальный стоимость заказа 5 000 руб.

| Наименование покрытия | Толщина в мкм | Цена за 1 дм2. |
|---|---|---|
| Никелирование - Н | 1-12 мкм | от 72 руб. |
| Меднение - М | 1-12 мкм | от 65 руб. |
| Цинкование - Ц | 7-15 мкм | от 59 руб. |
| Олово-висмут - О-Ви | 1-12 мкм | от 78 руб. |
| Оксидирование алюминия и титана | 1-10 мкм | от 33 руб. |
| Химическое оксидирование алюминия | доли микрона | от 33 руб. |
| Травление (пассивация) нержавейки | доли микрона | от 33 руб. |

| Наименование | Количество |
|---|---|
| Установка химического никелирования УХН | 2 шт. |
| Установка для нанесения гальванических защитных покрытий УГЗП-903 | 3 шт. |
| Ванна барабанного типа | 2 шт. |
| Установка для твёрдого и электроизоляционного анодирования | 1 шт. |
 Срок нанесения гальванических покрытий зависит от множества факторов. Основные из них:
Срок нанесения гальванических покрытий зависит от множества факторов. Основные из них:
 Покрытие предотвращает контактную коррозию сталей при сопряжении с деталями из алюминия и его сплавов; обеспечивает свинчиваемость резьбовых деталей. Цинк по сравнения с другими металлами, применяющимися в гальванотехнике, мало токсичен для человека.
Покрытие предотвращает контактную коррозию сталей при сопряжении с деталями из алюминия и его сплавов; обеспечивает свинчиваемость резьбовых деталей. Цинк по сравнения с другими металлами, применяющимися в гальванотехнике, мало токсичен для человека. Кадмиевое покрытие является анодным и защищает сталь от коррозии в атмосфере и морской воде электрохимически; в пресной воде – механически. Сварка по кадмиевому покрытию не допускается.
Кадмиевое покрытие является анодным и защищает сталь от коррозии в атмосфере и морской воде электрохимически; в пресной воде – механически. Сварка по кадмиевому покрытию не допускается. Покрытие применяется для защитной, защитно- декоративной отделки деталей, повышения поверхностной твердости, износостойкости и электропроводности. Покрытие обеспечивает хорошую растекаемость припоев и получение вакуумплотных соединений при высокотемпературной пайке в различных средах без применения флюсов, а также при аргонодуговой сварке (в последнем случае без медного подслоя). Никелевое покрытие толщиной до 6 мкм может подвергаться точечной сварке.
Покрытие применяется для защитной, защитно- декоративной отделки деталей, повышения поверхностной твердости, износостойкости и электропроводности. Покрытие обеспечивает хорошую растекаемость припоев и получение вакуумплотных соединений при высокотемпературной пайке в различных средах без применения флюсов, а также при аргонодуговой сварке (в последнем случае без медного подслоя). Никелевое покрытие толщиной до 6 мкм может подвергаться точечной сварке. Хромовое покрытие является катодным по отношению к стали, алюминиевым и цинковым сплавам, обеспечивает защиту от коррозии и улучшает декоративный вид. Защитно-декоративное покрытие наносят по подслою никеля тонким зеркально-блестящим слоем до 1 мкм. Покрытие толщиной до 0,5 мкм – пористое, при увеличении толщины образуется сетка трещин.
Хромовое покрытие является катодным по отношению к стали, алюминиевым и цинковым сплавам, обеспечивает защиту от коррозии и улучшает декоративный вид. Защитно-декоративное покрытие наносят по подслою никеля тонким зеркально-блестящим слоем до 1 мкм. Покрытие толщиной до 0,5 мкм – пористое, при увеличении толщины образуется сетка трещин. Медное покрытие является катодным по отношению к стали, алюминиевым, магниевым и цинковым сплавам. Покрытие применяется в качестве технологического подслоя для уменьшения пористости и повышения сцепления других покрытий. Для защиты от коррозии как самостоятельное покрытие не рекомендуется из-за низкой коррозионной стойкости.
Медное покрытие является катодным по отношению к стали, алюминиевым, магниевым и цинковым сплавам. Покрытие применяется в качестве технологического подслоя для уменьшения пористости и повышения сцепления других покрытий. Для защиты от коррозии как самостоятельное покрытие не рекомендуется из-за низкой коррозионной стойкости. Покрытие высокооловянистым сплавом М-О(60) по отношению к стали является катодным, рекомендуется для повышения износостойкости электроконтактных деталей, а также для обеспечения пайки. Покрытие допускается применять в качестве защитно-декоративного. Покрытие стойко к воздействию щелочей, слабых органических кислот и сернистых соединений.
Покрытие высокооловянистым сплавом М-О(60) по отношению к стали является катодным, рекомендуется для повышения износостойкости электроконтактных деталей, а также для обеспечения пайки. Покрытие допускается применять в качестве защитно-декоративного. Покрытие стойко к воздействию щелочей, слабых органических кислот и сернистых соединений. Покрытие рекомендуется для обеспечения пайки. Оловянное покрытие стойко к действию серосодержащих соединений и рекомендуется для деталей, контактирующих со всеми видами пластмасс и резин. Оловянное покрытие обладает хорошим сцеплением с основным металлом, эластичностью, выдерживает изгиб, вытяжку, развальцовку, штамповку, прессовую посадку, хорошо сохраняется при свинчивании.
Покрытие рекомендуется для обеспечения пайки. Оловянное покрытие стойко к действию серосодержащих соединений и рекомендуется для деталей, контактирующих со всеми видами пластмасс и резин. Оловянное покрытие обладает хорошим сцеплением с основным металлом, эластичностью, выдерживает изгиб, вытяжку, развальцовку, штамповку, прессовую посадку, хорошо сохраняется при свинчивании. Покрытие сплавом О-Н(65) рекомендуется как защитное для деталей, подлежащих пайке, для обеспечения поверхностной твердости и износостойкости. Покрытие обладает высокой коррозионной стойкостью, стойко в условиях повышенной влажности и среде, содержащей сернистые соединения. Хорошо полируется, выдерживает запрессовку в пластмассы, вследствие высокой хрупкости не рекомендуется для деталей, подвергаемых развальцовке и ударным нагрузкам.
Покрытие сплавом О-Н(65) рекомендуется как защитное для деталей, подлежащих пайке, для обеспечения поверхностной твердости и износостойкости. Покрытие обладает высокой коррозионной стойкостью, стойко в условиях повышенной влажности и среде, содержащей сернистые соединения. Хорошо полируется, выдерживает запрессовку в пластмассы, вследствие высокой хрупкости не рекомендуется для деталей, подвергаемых развальцовке и ударным нагрузкам. Покрытие сплавом О-Ви-(99,8) рекомендуется как защитное для деталей, подлежащих пайке. Обладает высокой коррозионной стойкостью и склонность к иглообразованию. Покрытие хорошо выдерживает развальцовку, штамповку, прессовые посадки, сохраняется при свинчивании.
Покрытие сплавом О-Ви-(99,8) рекомендуется как защитное для деталей, подлежащих пайке. Обладает высокой коррозионной стойкостью и склонность к иглообразованию. Покрытие хорошо выдерживает развальцовку, штамповку, прессовые посадки, сохраняется при свинчивании. Покрытие обеспечивает паяемость низкотемпературными припоями. В условиях повышенной температуры и влажности коррозионная стойкость ниже, чем у оловянного покрытия. Покрытие пластично, обладает низким электрическим сопротивлением, паяется с применением неактивированных канифольных флюсов.
Покрытие обеспечивает паяемость низкотемпературными припоями. В условиях повышенной температуры и влажности коррозионная стойкость ниже, чем у оловянного покрытия. Покрытие пластично, обладает низким электрическим сопротивлением, паяется с применением неактивированных канифольных флюсов.









Чтобы максимально избавить заказчика от хлопот, и предоставить полный комплекс услуг, компания ООО “ПСК “Зелматик” может сделать все “под ключ” а именно: